According to the United Nations, the world will have an extra two billion mouths to feed by 2050. That’s more than the entire current population of China and the European Union combined. And if this isn’t enough of a challenge, the global food processing industry must achieve this huge ramp-up in a world of ever-stricter food safety and environmental regulation.
Innovations in food processing will play a massive part in satisfying future food demand. New efficient and sustainable food processing systems will be particularly important, offering companies the chance to increase production while meeting targets to lower emissions, waste and contamination.
In this short blog post, we take a look at how food processors can achieve this and where Interroll’s latest innovation in this area, MCP CleanLine, can help.
Ensuring efficiency, sustainability and hygiene in the food processing industry
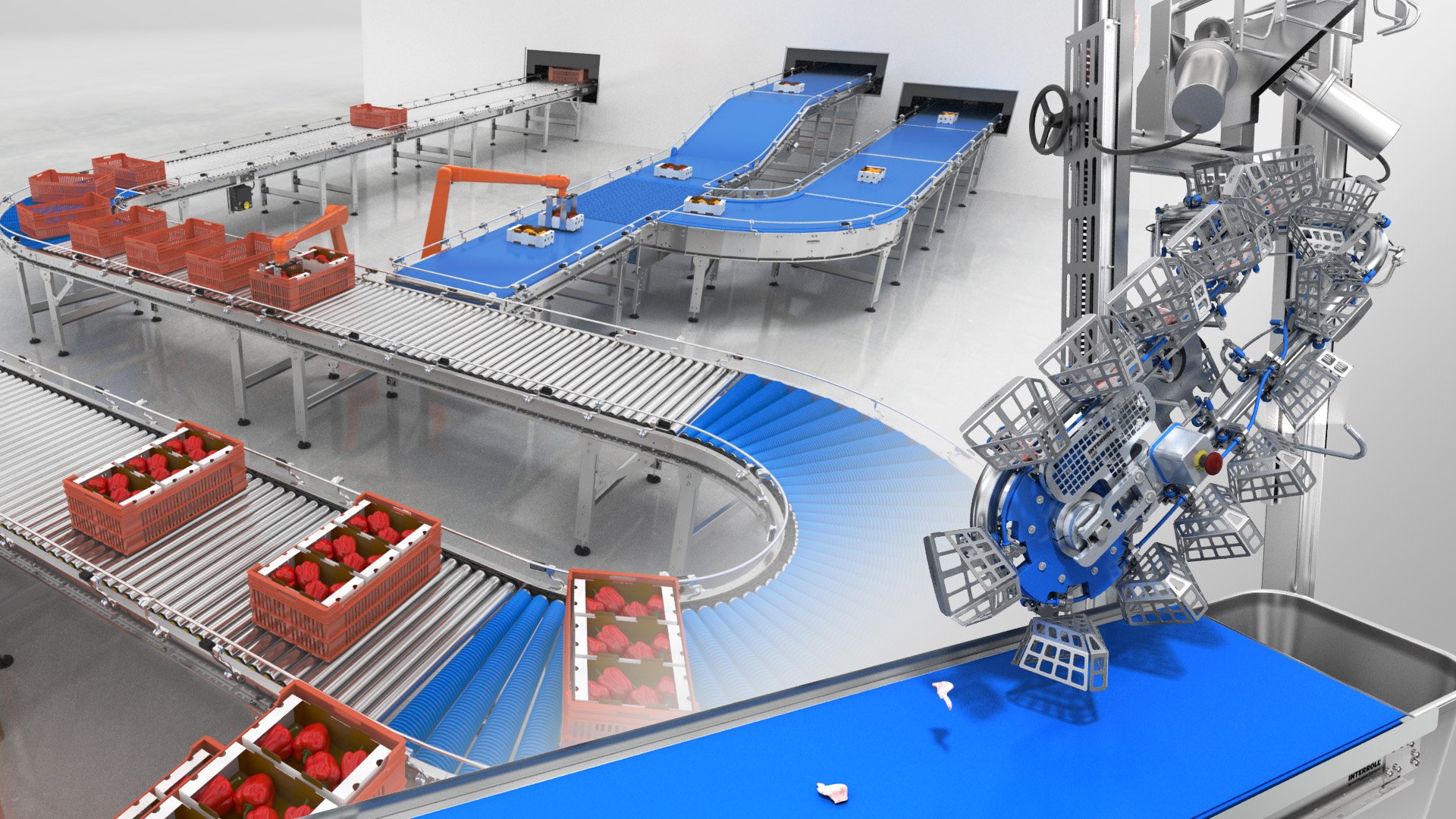
MCP CleanLine is specifically designed to optimize global food processing. Based on Interroll’s hugely successful Modular Conveyor Platform (MCP), it offers a simple, evidence-based solution that fulfills the key requirements of the food processing industry: efficiency; sustainability; cleanliness and hygiene; reliability; and safety. Below we present the evidence.
Smarter, faster and more efficient food processing
Efficient flows are the key to successful food processing. Accumulation can severely reduce efficiency, overwhelming storage areas or leaving conveyors partly empty. It also increases wear and tear. The automated MCP CleanLine is the first modular stainless-steel platform to enable zero-pressure-accumulation (ZPA) conveying in the food sector.
The ZPA function allows precise, individual positioning of items, ensuring up to 50% more efficient flows and reducing maintenance. Zero pressure accumulation also offers exceptional energy efficiency compared to other material handling processes. Tests outlined in the whitepaper show how an MCP CleanLine roller conveyor in zero-pressure-accumulation mode uses 90% less energy than an identically sized belt conveyor.
A greener choice to reduce waste in the food processing industry
Food production accounts for around a third of global greenhouse gas emissions and two-thirds of total water consumption, not to mention 12.5 million tonnes of plastic each year, according to the UN. This has made sustainability a key priority for producers and retailers.
The MCP CleanLine is not only energy efficient; it also reduces water use and plastic waste. Its roller conveyors have smaller surface areas than belt conveyors, meaning less water is required to clean them – a particular bonus in meat processing. And using stainless-steel rollers instead of belts cuts plastic waste from conveying by almost 100%.
Clean, hygienic food processing that meets global safety standards
As global food production increases, contamination is a growing risk. Regulators, from the European Commission and US Department of Agriculture to the industry itself, are clamping down as a result. The Commission, for example, is in the process of tightening its benchmark regulation on microbial contaminants in food.
The MCP CleanLine specifically addresses contamination risks. It is ISO-5 cleanroom rated to minimize particle/plastic contamination, has IPX5-certified leak proofing and meets many European Hygienic Engineering and Design Group (EHEDG) food processing safety standards. To find out more about the MCP CleanLine’s industry-leading food safety features, see our dedicated blog post.
A proven system that reduces downtimes and increases flexibility
Reliability is a primary requirement in the global food processing industry. Companies want proven, flexible systems that are simple to install and operate, and require little maintenance, thereby reducing downtimes and costs.
Interroll has 65 years of experience in conveyor systems, and the MCP CleanLine is based on our proven MCP platform, which is used in factories around the world.
The key components have been sold millions of times over – more than 500 million rollers at the last count, for example. In addition, modularity ensures MCP CleanLine platforms can be readily installed, scaled and expanded – whether belt or roller conveyors, or a mix of both.
Prioritizing safety in the food processing industry
Factories and warehouses are noisy and dangerous places, and accidents are unfortunately common in the food processing industry. Ensuring worker safety is, therefore, a priority.
The MCP CleanLine is automated, making it safe to work alongside, even in low-temperature environments. Protection elements, such as finger guards, connector sets and shielding, are integrated into the design and there are no protruding objects, exposed hot surfaces or unstable loads. It also operates in the safe range for hearing (<70 decibels). In addition, all MCP CleanLine production processes are ISO-9001-certified. For more information on the MCP CleanLine’s safety features, see our dedicated blog post.
Interroll is determined to provide innovative technologies and proven components that offer unrivalled efficiency, sustainability, hygiene and safety in food production. Whether in a meat/fish-processing factory, fruit-packing plant or other hygiene-sensitive facility (batteries, microelectronics, pharmaceuticals, etc.), we are confident that MCP CleanLine will enable companies to overcome supply and contamination risks and meet growing demand.