by HANS-PETER OTT on Jun 5, 2024 11:29:13 AM
Demand for food, driven by factors such as rising urbanization, the rapid development of emerging economies and global population growth are placing major strain on the food industry. Without process automation, these challenges, as well as the tasks of improving food safety and energy efficiency, will be impossible to manage.
Like a freshly prepared meal, the future of food automation looks good. According to reports, the industry will grow at an annual rate of 7 percent and achieve a market volume of more than US $28 billion (€25.6 billion), from US $12 billion in 2020. What’s behind this growth? A booming population – the global population is expected to reach 10 billion by 2050 – and emerging markets are key factors. In addition, the increasing popularity of ready-to-eat foods, a shortage of skills and the potential of modern automation solutions to increase productivity and save energy are also having an impact. Food safety is another crucial driver. Supervisory authorities around the world are implementing stricter hygiene requirements, prompting further market expansion. After all, according to the World Health Organization (WHO), there are still around 600 million global cases of food poisoning each year, resulting in around 420,000 deaths. Countermeasures need to be taken, and the increasing use of automation technologies in the food and beverage industry reduces the possibility of human error and, therefore, the risk of contamination.
Fastest Growth in Asia
According to the food automation studies, Europe is expected to represent the largest market volume in the future, as its market for processed foodstuffs and drinks has some catching up to do. But the fastest growth is anticipated in the Asia-Pacific region, due to its increasing income levels, continuous urbanization and rapidly changing eating habits.
The trend toward automation is confirmed by a number of ongoing initiatives in the food industry. For example, the Danish meat processor Danish Crown has announced investments of around US $900 million in its production technologies over the next few years. And the US giant Tyson Foods is planning a similar level of investment of more than US $1.3 billion over the coming years. As well as in-house developments for specific working processes, material-handling solutions, which have already proven their value in many other sectors, are also being considered.
Fulfilling Hygiene Requirements
Food safety is playing a major role. As a global technology leader in modular platform solutions, Interroll has been embracing its responsibility in this respect for years. One important aspect of these technological solutions is hygienic design. This means that all components have to be constructed in such a way that they can easily be cleaned, and the cleaning process does not leave behind any traces of dirt or water. Interroll’s compact drum motors meet these requirements and are used by leading global companies. The devices ensure that automated material handling solutions not only operate efficiently and save energy, but also meet the highest possible hygiene standards – like those stipulated by the US Food and Drug Administration (FDA), the European Union (EU), and the European Hygienic Engineering and Design Group (EHEDG).

Interroll's MCP CleanLine has been designed to meet the demands of tomorrow.
Download our latest whitepaper to learn more.
Reducing Energy Costs
Efficient drives, however, are not enough to achieve the greatest possible energy efficiency in hygienic or other designs. Just as important is the drive concept selected for a materialshandling solution, which is usually implemented as a zero-pressure-accumulation system in modern container conveyors outside the food industry. Here, Interroll offers the decentralized 24-volt or 48-volt RollerDrive solution. These compact, low-voltage drives save up to 50 percent energy compared with central concepts. These decentralized drives – which can now be used in the food industry for packaged foods thanks to Interroll’s MCP CleanLine – activate only those conveyor zones in which conveying goods actually have to be moved. What’s more, the solution enables the precise positioning of transported goods on the conveyor. This is an important feature to, for example, easily integrate labeling machines into the automatic flow of goods in digitally networked Industry 4.0. environments after packing without complex sensor installations.
DRUM MOTORS
Powerful, Compact And Hygienic Drives

Interroll’s modern drum motors are perfect for creating particularly compact and energy-efficient conveyor solutions. Their hermetically sealed design means that the motors are especially suited to hygienically sensitive working environments that require frequent and thorough cleaning. According to a study by the University of Parma in Italy, drum motors beat traditional drive motors in terms of hygiene because they are encapsulated. This means there is very little surface area for germs and they can easily be cleaned with high-pressure jets. The cleaning times for drum motors can be around 30 percent shorter than conventional solutions.
Synchronous drum motors are especially efficient in terms of energy. Their high efficiency enables them to remain cooler than asynchronous motors with comparable performance, for example. This makes them more suitable for use in temperature-critical applications in the food sector. Furthermore, synchronous drum motors can quickly and frequently implement start-stop operations, making them the first choice whenever the flow of goods is intermittent, such as with automated processing steps or packaging processes. Equipped with corresponding sensors, synchronous motors also enable extremely precise speed and positioning behavior, as is required for automatic cutting processes in food processing, for example. Compared with asynchronous motors across all speed ranges, in terms of their motor size, synchronous motors offer a significantly higher torque, thereby also enabling the transport of heavy goods. As such, the technology covers a wide range of applications.

MCP CleanLine
Transporting Packaged Food Products Carefully And Energy Efficiently
Interroll’s MCP CleanLine is a modular conveyor platform based on a stainless steel design that enables the transport of standard E2 crates and other boxes with zero pressure accumulation. The MCP CleanLine platform offers freely combinable conveyor modules for roller and belt conveyors that transport packaged food products. All available components of this conveyor, including electrical products like RollerDrive and corresponding controls (IP 55 MultiControl), are certified to at least the IP 55 standard and protected from spray water to ensure simple cleaning. In start-stop operations alone, this intelligent drive concept results in energy savings of up to 50 percent compared to centralized drive solutions that run continuously. At the same time, it ensures an improved working environment with lower noise emission and reduced wear in the conveying of plastic crates. This also avoids the increased production of microplastics that occurs in conventional solutions.
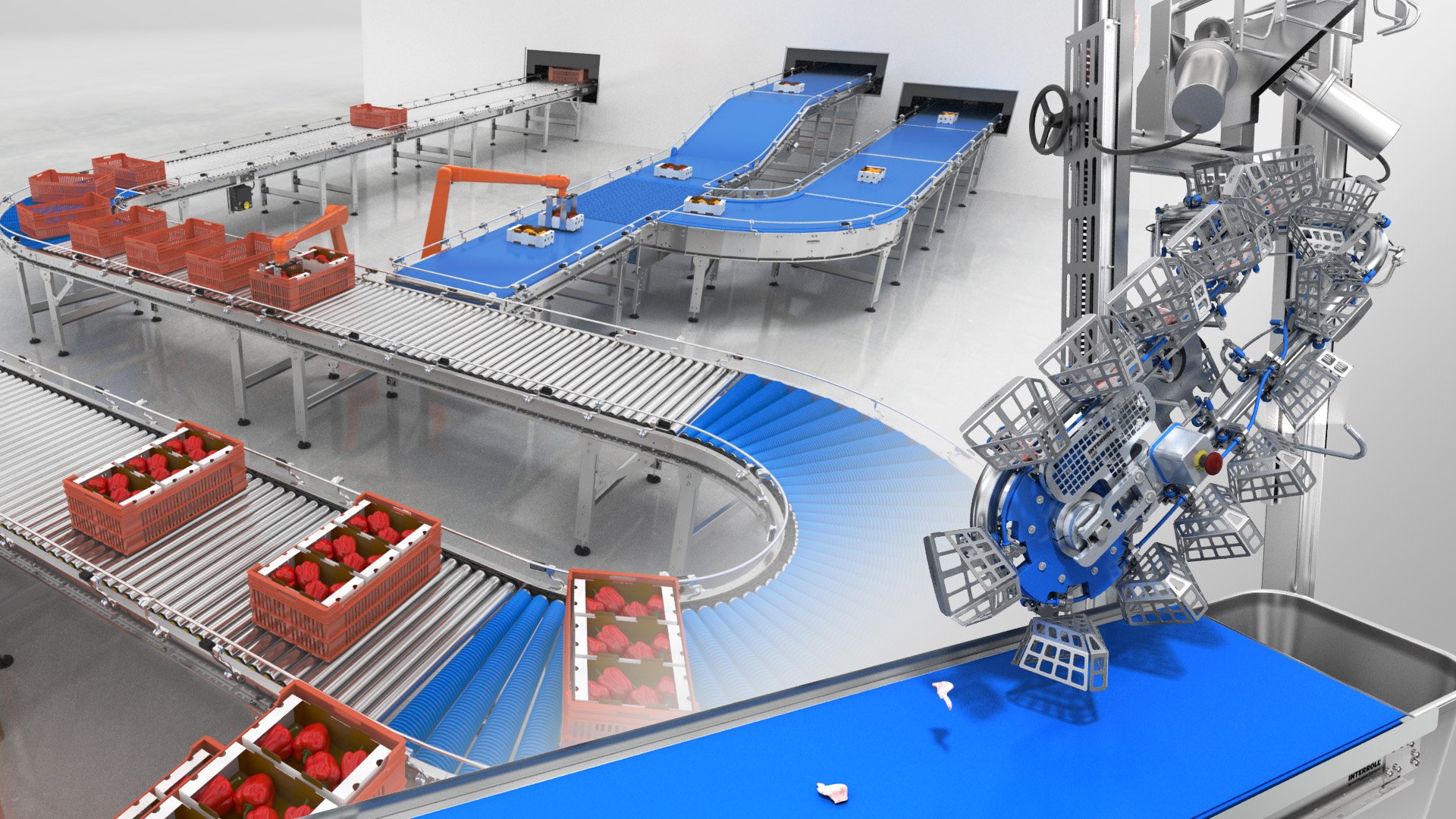
Ensuring Traceability
In addition to energy efficiency, the traceability of processed products plays an important role in automated food production. In open chicken meat processing, Interroll offers a solution that carries out a central step of the butchering process in a significantly more hygienic manner, and facilitates traceability. Ultra Hygienic Transfer (UHT), developed based on the principles of hygienic design, sees individual pieces of wing or breast meat transported in stainless steel baskets. These replace the conventional chutes with a continuous loop which deposits single pieces of meat onto an existing conveyor belt. The process contributes to a longer shelf life for chicken meat products. The automated separation of conveyed goods delivers a crucial advantage over conventional chutes. Rather than turn the meat parts from an individual piece into a bulk good at this process step, the UHT ensures that they remain individually identifiable along the entire process chain – for example using sensors in conjunction with goods management systems. This means that the packaged end product, such as chicken breast, can be traced back to the original product using solutions from system integrators. The system therefore enables officially mandated quality controls along the entire supply and processing chain in hygiene-sensitive areas.

Discover how Interroll's MCP CleanLine can enhance operational performance
The food industry faces growing demands to boost efficiency, meet stricter regulations, and ensure safety. Is your business prepared to adapt?
Download our latest White Paper here.
Or talk to one of our specialists:

MCP CleanLine: the next-generation in food processing

The risks of contamination and how to ensure food safety in processing
